
 中文
中文
- Brief introduction of EDM machine
- Operation principle of EDM machine: the wire electrode winding the tube (generally molybdenum wire is used for high-speed and moderate-speed linear cutting machines and brass wire for low-speed ones) is connected to negative electrode of the high frequency pulse power supply, continuously advances along its own axle, and goes through the working area under tense condition supported by the upper and lower godet wheels. The work piece installed on the coordinate table is connected to the positive electrode. The working liquid sprays to the working area under certain pressure. When the pulse voltage strikes through the electrode clearance between the wire electrode and the work piece, spark discharge is generated between them to cut the work piece.
- According to different wire speeds, EDM machine can be divided into the following: fast-feeding EDM machine at 6-12 m/s with wire electrode move to and fro at high speed, whose cutting precision is poor; moderate-speed EDM machine, which achieves multiple cuttings with converted frequency based on the fast-feeding cutting, and it is a new process developed recently; slow-feeding EDM machine at 0.2 m/s, with the wire electrode move in single direction at low speed, whose cutting precision is high. The EDM machine is mainly used in manufacturing various moulds, electric electrodes, and precise parts, as well as processing the complex cavities and curve-surfaced objects of various constructors including hard metals, chilled steel, black lead, aluminum alloy, structural steel, stainless steel, titanium alloy, diamond and so on.
- Simphoenix E310 frequency converter specially used in linear cutting
In order to meet the special application requirements of the present industry of linear cutting machines that the circuit of the linear cutting machine should be simplified, its stability should be improved, its processing range should be widened and the demands should be satisfied of the new techniques and processes on the its wire motor control, Shenzhen Simphoenix Electric Technology Co., LTD. developed E310 frequency converter specially used in linear cutting machine in 2008. From then on, it is proved by the market test that E310 frequency converter can fully satisfy the application requirements of various linear cutting machines, and has been used widely in many factories manufacturing linear cutting machines in Eastern China. E310 has got the advantageous functions as follows:
- Regarding the machine distribution, the electric control of Simphoenix E310 frequency converter is highly integrated with protective circuit, FWC, braking circuit, commutation circuit of the wire motor and on-off control circuit of high frequency pulse power, which, therefore, can make unnecessary the circuits and components with frequent breakdown in the machine circuit including relay, contactor, control silicon switch device, electrolytic capacitor DC braking circuit. As a result, the electric wiring of the machine is simpler, convenient and its electric stability is greatly improved, and meanwhile the life of the motor is lengthened and the noise produced by the motor commutation is greatly decreased.
- The speed of E310 frequency converter can be adjusted to multiple speed operation and to-and-fro operation, which makes it possible to change the motor direction frequently and to brake the motor immediately. Therefore, E310 frequency converter in the fast-feeding linear cutting machine can adjust the wire speed according to different processing precision and cutting speed, which makes its processing range wider and processing speed higher. The linear cutting machine can be used to achieve the new technology and process including fast-feeding multiple cuttings, moderate-feeding and different-speed multiple cuttings, slow-feeding multiple cuttings and reciprocated wire.
III. Wiring and parameters setting of Simphoenix E310 frequency converter
- Application of Simphoenix E310 frequency converter to fast-feeding linear cutting machine
The working frequency of E310 frequency converter can be set by its panel potentiometer, digital setting or external input signal (external potentiometer).
The parameter setting of E310 frequency converter is shown in the following Table 1.
|
Function code |
Set value |
Description of the parameter functions |
|
F0.00 |
0 |
“Digital setting” sets the operating frequency of the convertor (set by F0.01 or the up and down button on the panel of the convertor) |
|
|
1 |
“External input signal (external potentiometer)”sets the operating frequency |
|
|
3 |
“Panel potentiometer” sets the operating frequency |
|
F0.01 |
Set according to the user’s need |
Effective when F0.00=1 “Digital setting” sets the operating frequency of the convertor |
|
F0.02 |
0021 |
Three-wire mode, external terminal controls the start of the convertor |
|
F0.05 |
50 |
Upper limiting frequency |
|
F0.06 |
0.8 |
Acceleration time |
|
F0.07 |
0.8 |
Deceleration time |
|
F1.06 |
9 |
Three-wire operation control (start/feeding ) |
|
F1.13 |
10 |
TA/TC high-frequency output |
|
F2.03 |
10 |
DC braking initial frequency at shutdown |
|
F2.04 |
0.5 |
DC braking motion time at shutdown |
|
F2.05 |
20 |
DC braking motion voltage at shutdown |
|
F4.06 |
1 |
Motion in operation mode of linear cutting |
|
F4.07 |
99 |
High frequency relay start frequency |
|
F4.08 |
99 |
High frequency relay start frequency |
|
F4.11 |
2 |
Relay start delay (set according to the machine need) |
Table 1
2. Application of Simphoenix E310 frequency converter to fast-feeding, moderate-feeding and slow-feeding linear cutting machines
The multiple-speed function of Simphoenix E310 frequency convertor is achieved by connecting or disconnecting the three input terminals “X4, X5, X6” to the public terminal “CM”. There are seven speed levels, and plus the frequency set by “digital setting”, “panel potentiometer” or “external input signal” when the three input terminals are switched off, eight speed levels can be achieved. Each of the seven speed levels chosen by the terminal of E310 frequency convertor can be freely set on the parameters F3.01-F3.07 by the machine factory or the user according to his own need. In the light of the different frequency at the multiple speed (the feeding speed), E310 frequency convertor can be used separately in multiple cutting process of fast-feeding, moderate-feeding and slow-feeding linear cutting machines.
The wiring of E310 frequency convertor is shown in the following Figure 2
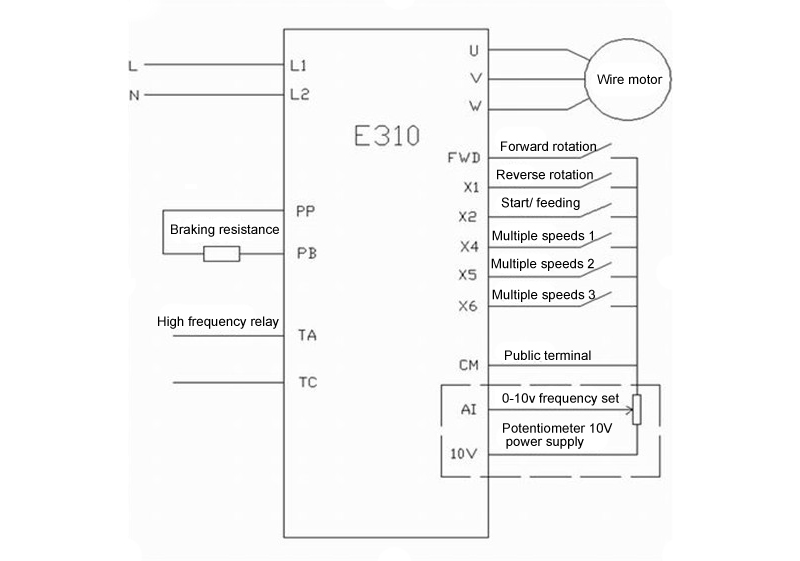
Figure 2
Parameter setting of E310 frequency convertor is shown in the following Table 2:
|
Function code |
Value |
Description of the parameter functions |
|
F0.00 |
0 |
“Digital setting” sets the operating frequency of the convertor (set by F0.01 or the up and down button on the panel of the convertor) |
|
|
1 |
“External input signal (external potentiometer)”sets the operating frequency |
|
|
3 |
“Panel potentiometer” sets the operating frequency |
|
F0.01 |
Set according to the user’s need |
Effective when F0.00=1 “Digital setting” sets the operating frequency of the convertor |
|
F0.02 |
0021 |
Three-wire mode, external terminal controls the start of the convertor |
|
F0.05 |
50 |
Upper limiting frequency |
|
F0.06 |
0.8 |
Acceleration time |
|
F0.07 |
0.8 |
Deceleration time |
|
F1.06 |
9 |
Three-wire operation control (start/feeding ) |
|
F1.08 |
1 |
Multi-speed control 1 |
|
F1.09 |
2 |
Multi-speed control 2 |
|
F1.10 |
3 |
Multi-speed control 3 |
|
F1.13 |
10 |
TA/TC high-frequency output |
|
F2.03 |
10 |
DC braking initial frequency at shutdown |
|
F2.04 |
0.5 |
DC braking motion time at shutdown |
|
F2.05 |
20 |
DC braking motion voltage at shutdown |
|
F3.01 |
0-50HZ |
Multi-speed control 1 (X4 and CM closed) |
|
F3.02 |
0-50HZ |
Multi-speed control 2 (X5 and CM closed) |
|
F3.03 |
0-50HZ |
Multi-speed control 3 (X4, X5 and CM closed) |
|
F3.04 |
0-50HZ |
Multiple speeds contro4 1 (X6 and CM closed) |
|
F3.05 |
0-50HZ |
Multi-speed control 5 (X4, X6 and CM closed) |
|
F3.06 |
0-50HZ |
Multi-speed control 6 (X5, X6 and CM closed) |
|
F3.07 |
0-50HZ |
Multi-speed control 7 (X4, X5, X6 and CM closed) |
|
F4.06 |
1 |
Motion in operation mode of linear cutting |
|
F4.07 |
99 |
High-frequency relay start frequency |
|
F4.08 |
99 |
High-frequency relay start frequency |
|
F4.11 |
2 |
Relay start delay (set according to the machine need) |
Table 2
- Application of reciprocating wire function of Simphoenix E310 frequency converter to f moderate-feeding linear cutting machines
Reciprocating mode wire (regular brake and commutation) of the linear cutting machine is a new process of some factories to improve the machine process precision. The function performs cutting and processing by recycling process mode where the wire is moved forward (the motor rotates forward) for X seconds and then backward (the motor rotates reversely) for Y seconds (generally set X>Y). The process can decrease obviously the cutting stripes, improve the cutting fineness and raise the competiveness of the products. Simphoenix E310 starts the reciprocating mode by closing the input terminal X3 and the public terminal CM, and the forward time (F4.09)and backward time (F4.10) can be set freely according to the needs. The wiring of E310 frequency convertor is shown in the following Figure 3:
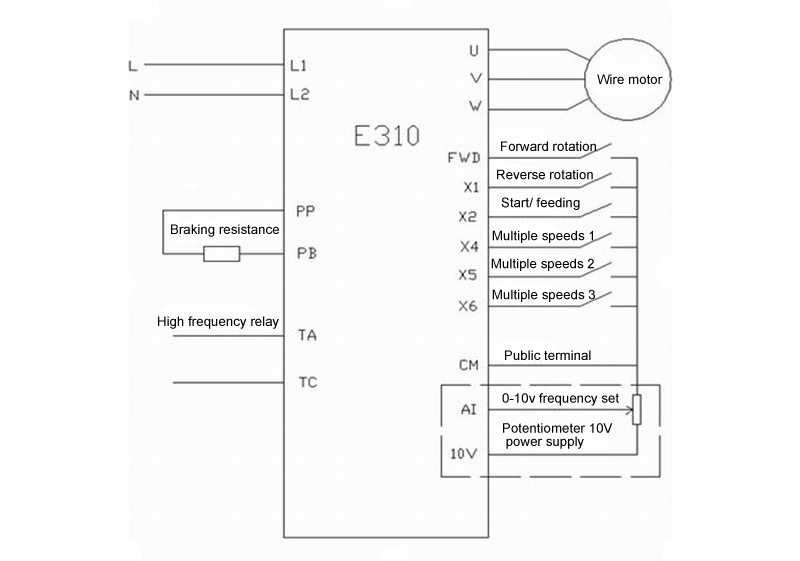
Figure 3
Parameter setting of E310 frequency convertor is shown in the following Table 3:
|
Function code |
Value |
Description of the parameter functions |
|
F0.00 |
0 |
“Digital setting” sets the operating frequency of the convertor (set by F0.01 or the up and down button on the panel of the convertor) |
|
|
1 |
“External input signal (external potentiometer)”sets the operating frequency |
|
|
3 |
“Panel potentiometer” sets the operating frequency |
|
F0.01 |
Set according to the user’s need |
Effective when F0.00=1 “Digital setting” sets the operating frequency of the convertor |
|
F0.02 |
0021 |
Three-wire mode, external terminal controls the start of the convertor |
|
F0.05 |
50 |
Upper limiting frequency |
|
F0.06 |
0.8 |
Acceleration time |
|
F0.07 |
0.8 |
Deceleration time |
|
F1.06 |
9 |
Three-wire operation control (start/feeding ) |
|
F1.07 |
17 |
Start the reciprocating operation |
|
F1.08 |
1 |
Multi-speed control 1 |
|
F1.09 |
2 |
Multi-speed control 2 |
|
F1.10 |
3 |
Multi-speed control 3 |
|
F1.13 |
10 |
TA/TC high-frequency output |
|
F2.03 |
10 |
DC braking initial frequency at shutdown |
|
F2.04 |
0.5 |
DC braking motion time at shutdown |
|
F2.05 |
20 |
DC braking motion voltage at shutdown |
|
F3.01 |
0-50HZ |
Multi-speed control 1 (X4 and CM closed) |
|
F3.02 |
0-50HZ |
Multi-speed control 2 (X5 and CM closed) |
|
F3.03 |
0-50HZ |
Multi-speed control 3 (X4, X5 and CM closed) |
|
F3.04 |
0-50HZ |
Multiple speeds contro4 1 (X6 and CM closed) |
|
F3.05 |
0-50HZ |
Multi-speed control 5 (X4, X6 and CM closed) |
|
F3.06 |
0-50HZ |
Multi-speed control 6 (X5, X6 and CM closed) |
|
F3.07 |
0-50HZ |
Multi-speed control 7 (X4, X5, X6 and CM closed) |
|
F4.06 |
1 |
Motion in operation mode of linear cutting |
|
F4.07 |
99 |
High-frequency relay start frequency |
|
F4.08 |
99 |
High-frequency relay start frequency |
|
F4.09 |
5 |
Reciprocating mode forward time |
|
F4.10 |
4 |
Reciprocating mode backward time |
|
F4.11 |
2 |
Relay start delay (set according to the machine need) |
Table 3
Post time: Sep-14-2018